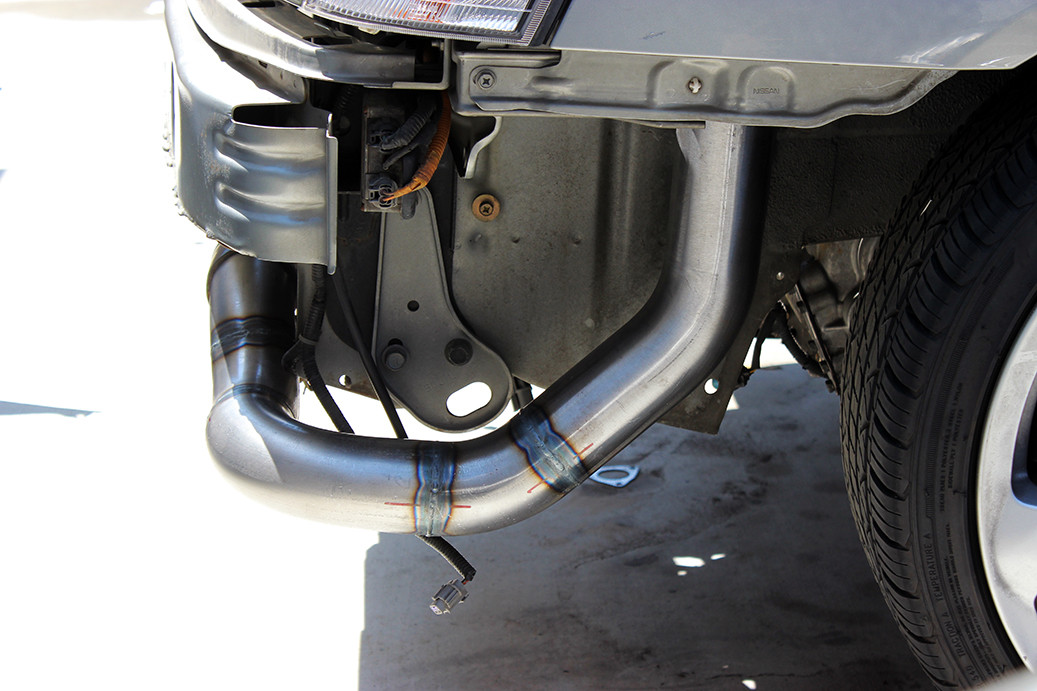
3/32" tungsten, material is mild steel though, I notice with SS the heat affected area is much smaller then with MS, I run ~15cfm with a gas lense at about 65amps on 16g to 16g but more when welding flange to 16g tube.
Did you clean the MS? prepping the surface-wise ? try to bump up the argon a bit to 18-20cfh, try to use less heat depending on which machine you are using; some required more, some required less, need to find a pool and have a comfortable speed. On steels I use 1/16" tungsten typically SS I setup @ 33a and MS @ 48a, have encountered problems when didnt prep normally requiring more heat. Try some different settings, find a happy medium, most of all have fun
")
where are the rest of the fab from other members ????
 Be the first to like this post.
Be the first to like this post.